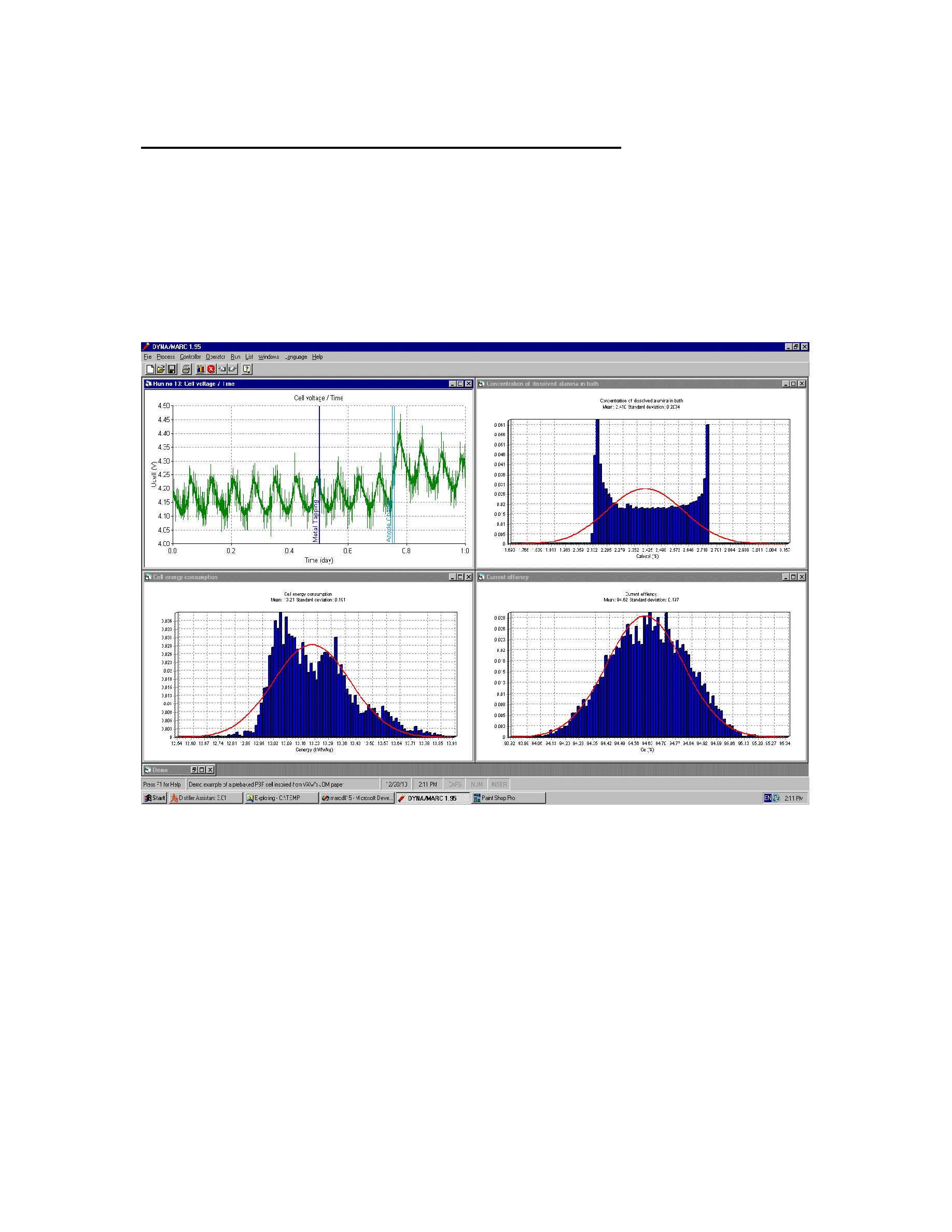
the results obtained using a typical continuous tracking control logic. The average
dissolved alumina concentration obtained is 2.41 % with a standard deviation of 0.20 %,
the average power efficiency is 13.21 kWhr/kg with a standard deviation of 0.19
kWhr/kg and an average current efficiency obtained is 94.62 % with a standard deviation
of 0.20 %.
Figure 22: Process efficiency results during a typical continuous tracking logic
only 0.03 %, the average power efficiency is 13.16 kWhr/kg with a standard deviation of
0.12 kWhr/kg and an average current efficiency obtained is 94.77 % with a standard
deviation of 0.12 %. Further In Situ optimizing efforts are expected to produce a wider
divergence in production efficiencies.
Therefore the drastic reduction of the process variation of the concentration of the
increasing the risk of anode effect. This result had a positive impact on both the current
efficiency and the power efficiency.